加工方法 旋盤による端面切削加工 ( Turn Lathe )
材質 無酸素銅 C1020
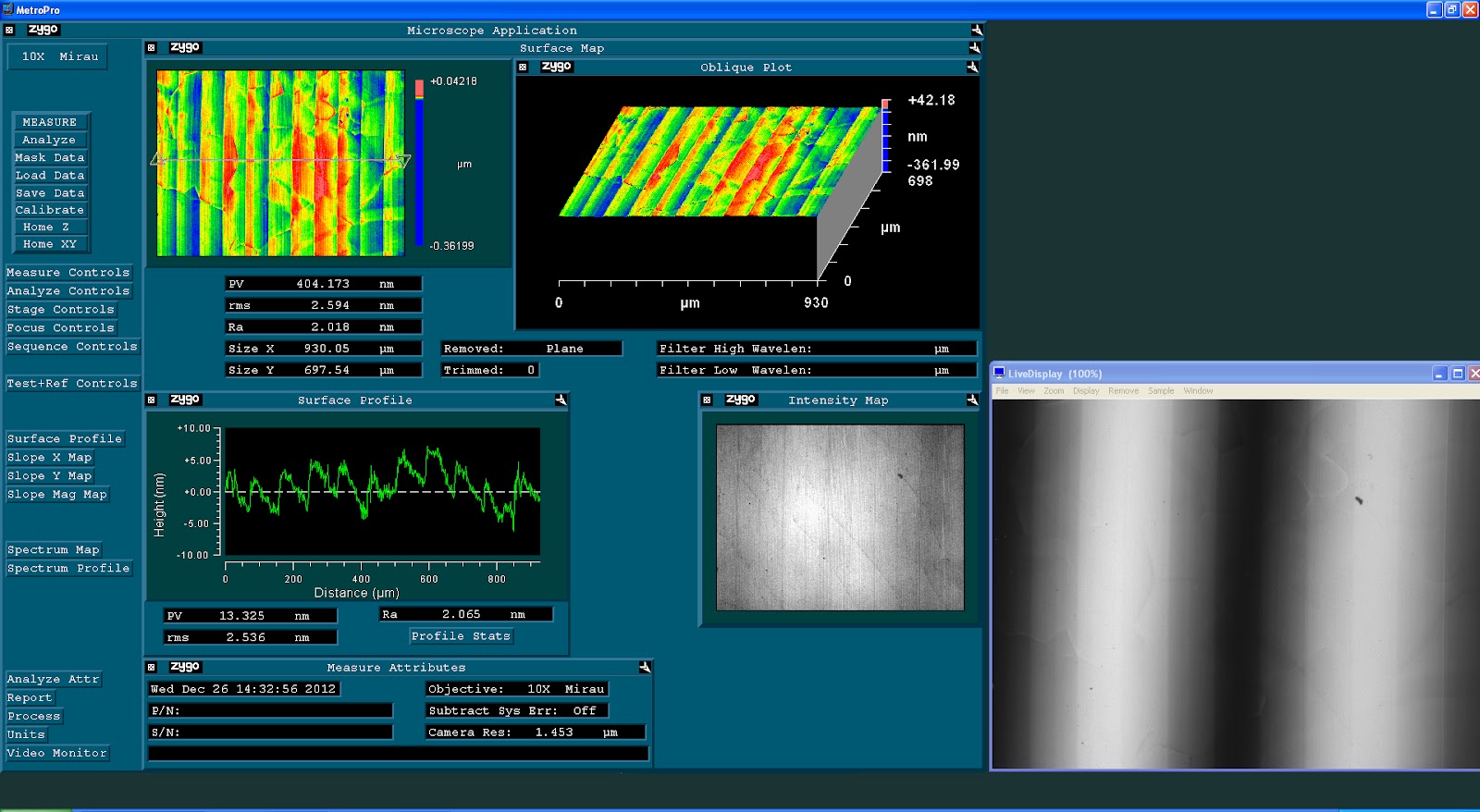
2箇所づつ測定してみましたところ、
1)外径に近い部分
Ra2.018nm = Ra0.000002018mm
Ra1.960nm = Ra0.000001960mm
2)外径と中心の中間部
Ra2.155nm = Ra0.000002155mm
Ra2.070nm = Ra0.000002070mm
3)中心部
Ra8.870nm = Ra0.000008870mm
Ra9.707nm = Ra0.000009707mm
という結果でした。
中心部は、へそも残っており周速ゼロになるためか、
切り子が出せずに、中高になっているようです。
肉眼で見ることの出来ない世界なのでワーク中心のへそ取り、つまりバイトの高さ合わせは、ナノレベル調整なのでかなり難しいです。
1)外径に近い部分
2)外径と中心の中間部
3)中心部
肉眼では、バイトの挽き目は全く判りませんが、約85μm ( 930μm/11山 ) ピッチで綺麗に切削されているようです。

































{kind=link}